【新品发布,视频先行!】南京【溧水】 当地 可靠的201不锈钢管生产厂家产品,等你来探!
以下是:溧水南京【溧水】 当地 可靠的201不锈钢管生产厂家的图文介绍

不锈钢管是一种基本的管材,所以它也有良多硬性的必需的指标,包括良多方面,下面我们要讲的就是关于不锈钢焊管的硬度指标。根据试验方法和合用范围不同,硬度又可分为布氏硬度,洛氏硬度,维氏硬度,肖氏硬度,显微硬度和高温硬度等。对于管材一般常用的有布氏,洛氏,维氏硬度三种。1、布氏硬度(HB用一定直径的钢球或硬质合金球,以划定的试验力(F)压入式样表面,经划定保持时间后卸除试验力,丈量试样表面的压痕直径(L)布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa其计算公式为式中:F--压入不锈钢焊管试样表面的试验力,N,D--试验用钢球直径,mmd--压痕均匀直径,mm.测定布氏硬度较正确可靠,但一般HBS只合用于450N/mm2(MPa)以下的金属材料,对于较硬的钢或较薄的不锈钢焊管不合用。在不锈钢焊管尺度中,布氏硬度用途广,往往以压痕直径d来表示该材料的硬度,既直观,又利便。举例:120HBS10/表示用直径10mm钢球在1000Kgf(9.807KN)试验力作用下,保持30s(秒)测得的布氏硬度值为120N/mm2(MPa)。2、洛氏硬度(HK)洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是丈量压痕的深度,即在初邕试验力(Fo)及总试验力(F)的先后作用下,将压头(金钢厂圆锥体或钢球)压入试样表面,经划定保持时间后,卸除主试验力,用丈量的残余压痕深度增量(e)计算硬度值。其值是个无名数,以符号HR表示,所用标尺有A,B,C,D,E,F,G,H,K等9个标尺。其中常用于不锈钢焊管硬度试验的标尺一般为A,B,C,即HRA,HRB,HRC。硬度值用下式计算:当用A和C标尺试验时,HR=100-e当用B标尺试验时,HR=130-e式中e--残余压痕深度增量,其什系以划定单位0.002mm示,即当压头轴向位移一个单位(0.002mm)时,即相称于洛氏硬度变化一个数。


不锈钢管在我们的日常使用中随处可以见到,相信也有不少朋友在问我们为什么会接触到如此多的不锈钢管产品,所以下面小编就来为大家介绍钢管的三大特点,帮助大家更好的去了解。 ,抗腐蚀。 大部分304不锈钢管都需要良好的防腐性能。不锈钢管与I、II类餐具、厨具、热水器、饮水机等相似。部分外企还对产品进行了耐腐蚀试验:用NACL水溶液加热至沸腾,过一段时间后,解决方法是排干、洗涤、干燥,测定重量损失,确定腐蚀程度。 二是焊接工艺性。 对焊接性能的要求根据产品不同而不同。餐具一般不要求有焊接性能,甚至包括一些罐装企业。但大部分产品都要求原材料有良好的焊接性能,如第二类餐具、保温杯、钢管、热水器、饮水机等。 三、磨光性能 当前,不锈钢制品在生产过程中一般是经过抛光的,只有少数产品如热水器、饮水机等不需要抛光。这就要求原料具有良好的抛光性能。有以下几个主要的影响因素: 原材料表面的缺陷。比如刮痕、麻点、浸渍等。 不锈钢管原材料问题。硬度过低,打磨时不易打磨(BQ不好),硬度过低,深拉时表面易出现桔皮现象,影响BQ性能。BQ硬度较高,性能良好。 在三次拉伸后,变形较大的区域表面还会出现小黑点,RI高仿DGING,对BQ特性产生影响。



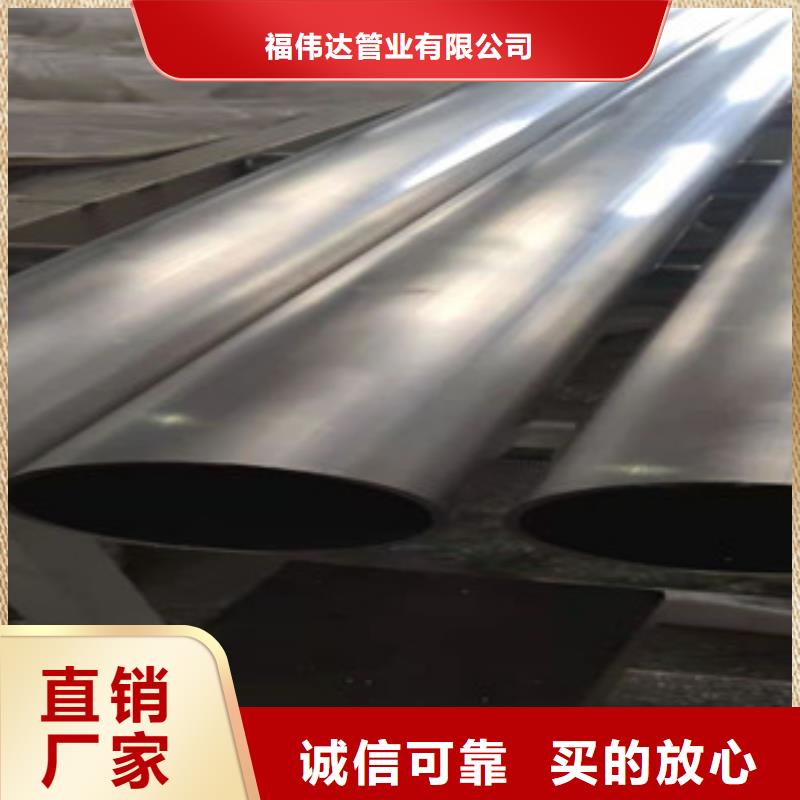
福伟达管业有限公司位于经济技术开发区, 我公司是生产 304L不锈钢管、的专业厂家,拥。公司主要产品包括:[城市304L不锈钢管、]等。 长期以来,我们以真诚、守信、勤奋的企业精神,优良的产品及合理的价格,与广大客户建立长期的合作关系。公司产品主要销往全国各地,深受用户的信赖。公司坚持“严谨、高效、协作的团体精神,恒久不变的理想,永不枯竭的激情”,努力使技术更先进,制造更精良,所有环节一丝不苟,为客户提供精良产品。 我们真诚感谢众多客户多年的支持;热忱欢迎广大新老客户来图来样,订购生产,携手合作,共同发展。


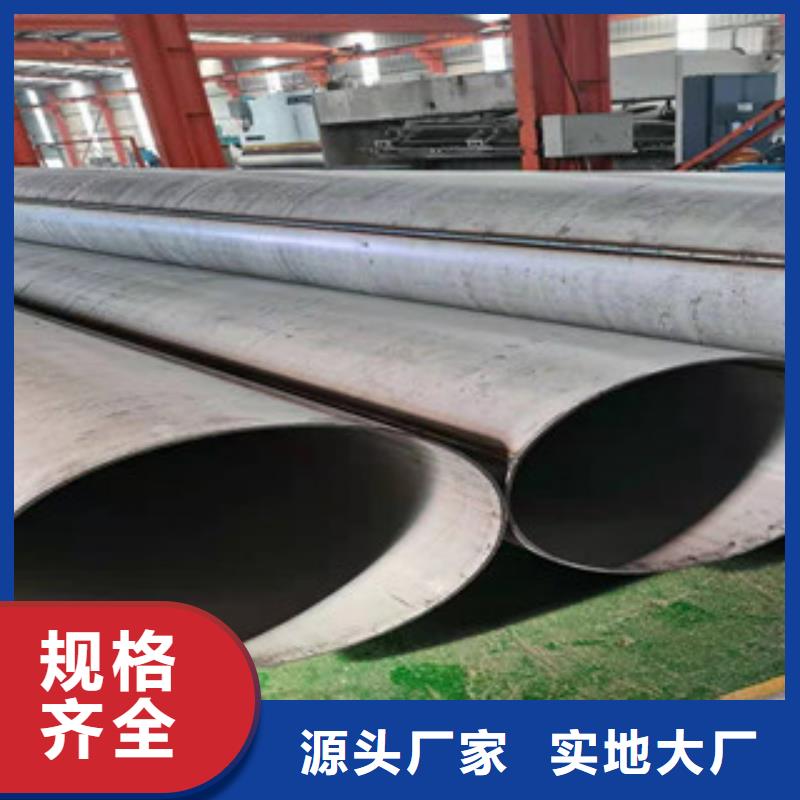
随着我国国民经济的迅速发展,不锈钢管的使用领域也在不断扩大,对不锈钢管和高性能材料钢管的品种、质量和数量都提出了越来越高的要求。因此,采用热挤压技术的工艺目标应该是:(1)采用连铸供坯。特别是对于在不锈钢管市场上占有90%以上市场份额的,大量使用的304、316、321等300系列的奥氏体不锈钢管的生产,应实现全连铸供坯工艺,以大幅度降低成本。(2) 开发热挤压成品管。对于各种不同性能的不锈钢,采用适当的玻璃润滑剂,使挤压不锈钢管的表面质量和尺寸精度达到或超过热轧管标准,生产热挤压精管。(3) 开发高性能、高合金、低塑性、难变形材料的热挤压成品管。同时为冷加工提供这类合金的荒管来生产冷轧冷拔精品管,逐步实现这类高新产品的国产化。(4) 实现现有产品质量和生产工艺的升级换代。采用热挤压毛管作为冷轧冷拔坯料管,消除原来斜轧穿孔毛管内表面可能出现的质量隐患。并且,采用热挤压的近终毛管,可减少冷加工道次,提高成材率,降低现有产品的生产成本,同时实现现有产品生产工艺和产品质量的升級换代。







 扫一扫
扫一扫